















水压三通挤压成型工艺流程
液压挤压是一种常用的金属成型工艺,通过液压力将金属材料挤压成所需形状。水压三通挤压成型工艺是其中的一种应用,本文将详细介绍水压三通挤压成型的工艺流程。
一、工艺准备
1. 材料准备:选择合适的金属材料,通常使用的是不锈钢、铜、铝等材料。
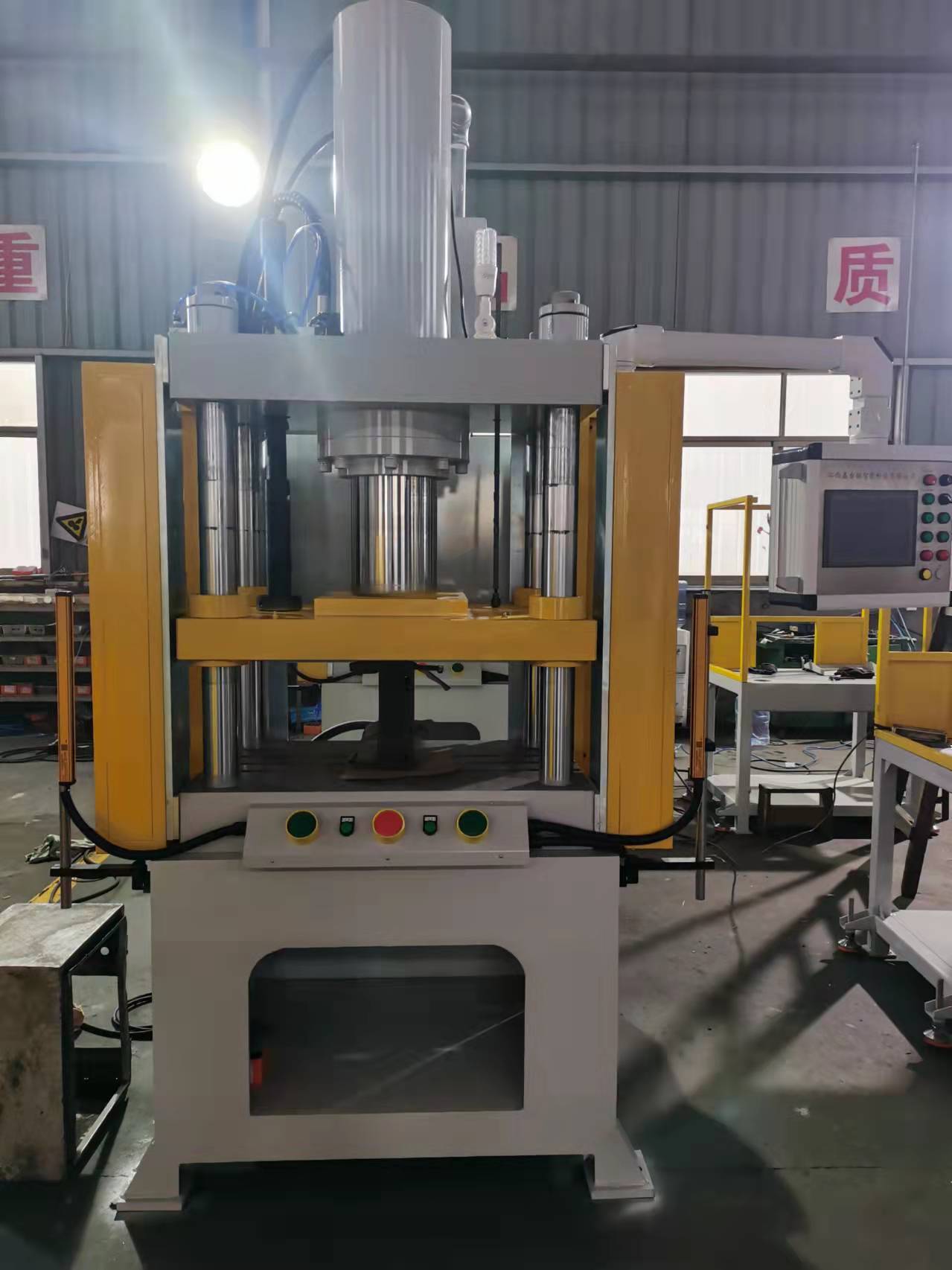
2. 设备准备:准备好液压挤压机、模具、液压系统等设备。
二、模具设计与制造
1. 根据产品的形状和尺寸要求,设计模具的结构和尺寸。
2. 制造模具:根据设计图纸,制造出模具的各个零部件,并进行组装。
三、工艺流程
1. 材料切割:将选定的金属材料按照所需长度进行切割。
2. 加热处理:将切割好的金属材料进行加热处理,提高其塑性和可挤压性。
3. 模具安装:将加热处理后的金属材料放入模具中,并将模具安装到液压挤压机上。
4. 液压挤压:启动液压挤压机,通过液压系统提供的压力,将金属材料挤压成三通的形状。
5. 冷却处理:将挤压成型后的金属材料进行冷却处理,使其固化并保持所需形状。
6. 清洗与检验:清洗挤压成型后的产品,并进行外观检验和尺寸检验。
7. 表面处理:根据产品要求,进行表面处理,如抛光、喷涂等。
8. 包装与出厂:将成品进行包装,并准备出厂。
四、注意事项
1. 液压挤压机的操作要熟练,遵守操作规程,确保安全。
2. 模具的制造要精确,确保产品的尺寸和形状符合要求。
3. 加热处理的温度和时间要控制好,避免过热或过冷导致材料性能变化。
4. 冷却处理要充分,确保产品固化并保持所需形状。
5. 检验过程要严格,确保产品质量符合要求。
水压三通挤压成型工艺流程是一种常用的金属成型工艺,通过液压力将金属材料挤压成所需形状。在实际应用中,需要根据具体产品的要求进行工艺准备、模具设计与制造、工艺流程的操作等。只有严格按照工艺流程进行操作,并注意相关的注意事项,才能保证产品的质量和性能。
(此内容出自工良液压技术部编写,如转载需注明出处)